| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 河畔 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |
| 范围 | 新都铸铁闸门供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市等区域。 |





河畔水利机械厂(成都市分公司)先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 铸铁闸门生产线和现代化检测厂地,并成立了 铸铁闸门研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 铸铁闸门生产和出口厂地。


铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。



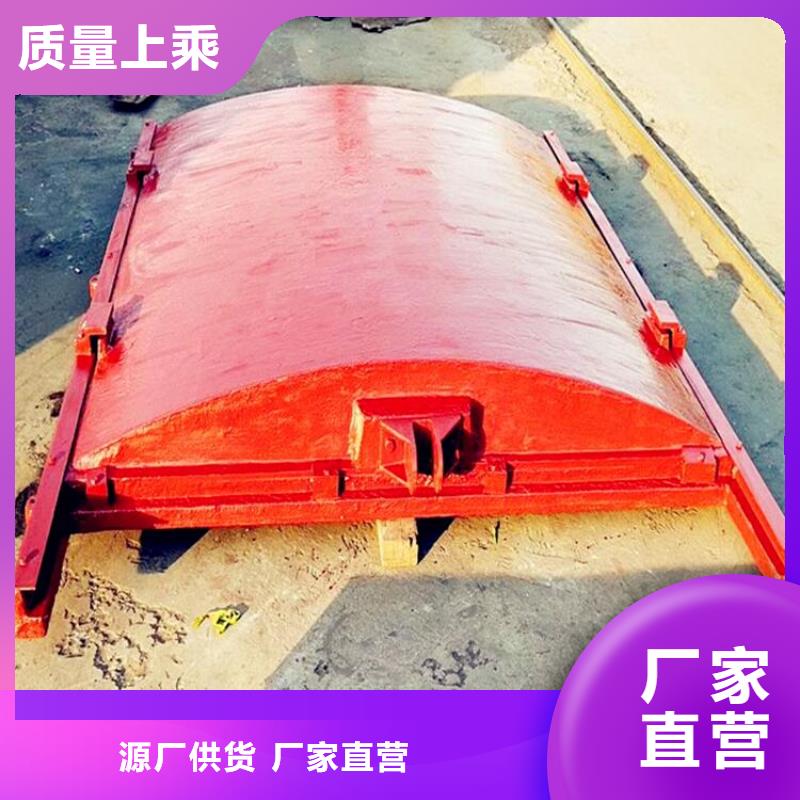
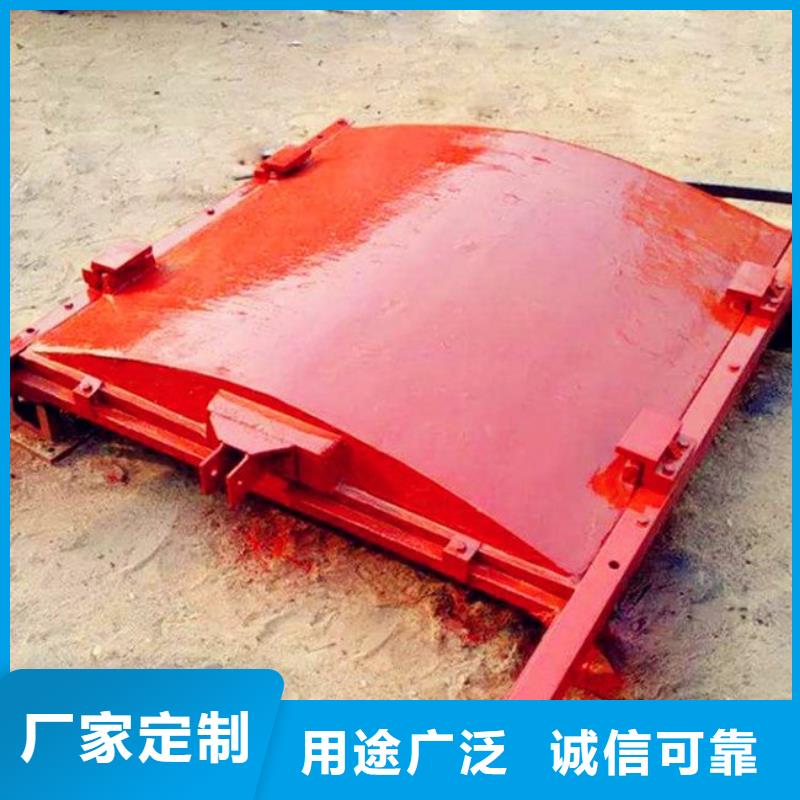
铸铁闸门安装注意事项
1. 闸门位置应处于垂直状态,不可斜置。
2. 水流方向必须正面进入闸门,闸门不可承受反向压力。门体的拱形面为迎水面,凹形面为背水面,一定不能装反。
3. 各系列闸门承受的水压不应超过而定标准。
4. 安装启闭机与丝杆时应注意启闭机螺杆与闸门必须在同一垂直面内。
5. 当闸门高度较高时应增设轴承架,安装轴承架时应注意闸门全部打开时,丝杆的接头处不经过轴承架。
6. 特别注意:浇注闸板时必须整体浇注,决不可以分开浇注,不然达不到止水效果。并且固定螺栓必须等二次浇注完成后拆除。
铸铁镶铜圆闸门使用与保养
1. 使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏定位装置。
2.使用手电两用启闭机启闭闸门时应注意到:
a、用电动启闭机时应检查手摇柄是否脱离转轴,以免在启动是碰伤人员。
b、用手动启闭机时,应切断电源,将摇柄插入孔内摇动(或将电动装置上的电动标记切入到手动标志上去)。
c、每2-3个月对启闭机轴承、传动螺杆、螺母等加注1-2次润滑液,大保养时,应给轴承部分注满黄油。
d、每年需对闸门作一次尤其、防腐处理。
铸铁镶铜圆闸门订货须知:
1、①产品名称与型号②铸铁镶铜圆闸门口径③铸铁镶铜圆闸门材质及丝杆长度(闸门中心到启闭机高度)以便我们的为您正确选型。
2、若已经由设计单位选定的铸铁镶铜圆闸门型号,请按铸铁镶铜圆闸门型号直接向我司销售部订购。
3、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,由我们为您审核把关。





名片")